
ES

ES


|
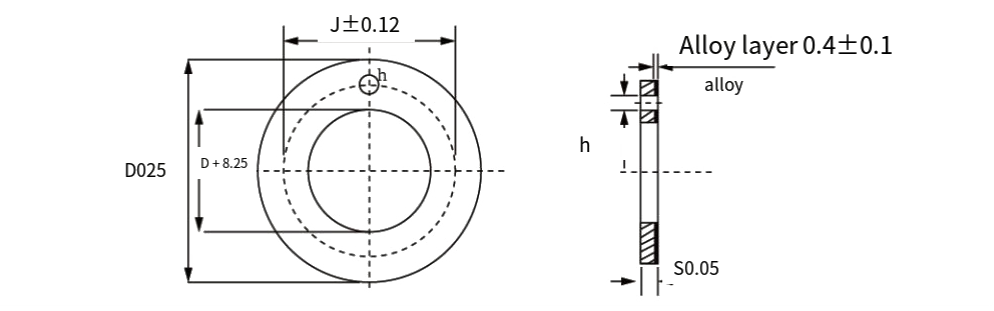
ΦD 2 0.25 |
ΦD 0 -0.25 |
S T 0 -0.25 |
ΦJ ± 0.12 |
Φh 0.1 0.4 |
|
12 |
24 |
1.5 |
18 |
1.5 |
|
14 |
26 |
20 |
2 |
|
|
16 |
30 |
22 |
||
|
18 |
32 |
25 |
||
|
20 |
36 |
28 |
3 |
|
|
22 |
38 |
30 |
||
|
24 |
42 |
33 |
||
|
26 |
44 |
35 |
||
|
28 |
48 |
38 |
4 |
|
|
32 |
54 |
43 |
||
|
38 |
62 |
50 |
||
|
42 |
66 |
54 |
||
|
48 |
74 |
2 |
61 |
|
|
52 |
78 |
65 |
El diseño de la sangría del aceite
Para lubricar completamente el arbusto cuando está en el rendimiento, se recomienda el tamaño del orificio de inbricación de la siguiente manera.
El orificio de lubricación debe estar lejos de la junta de tope y la carga de aerA y diseñado para ser fácil de alimentar al aceite.
|
Diámetro exterior |
14 ~ 22 |
22 ~ 40 |
40 ~ 50 |
50 ~ 100 |
100 ~ 180 |
|
Agujero de lubricación (mm) |
3 |
4 |
5 |
6 |
7 |
Espesor del rodamiento de zh
|
Espesor (mm) |
1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 5 |
|
Espesor de la base de acero (mm) |
0.6 | 1 | 1.4 | 1.9 | 2.3 | 2.8 | 3.2 | 4 |
|
Espesor de la capa de bronce (mm) |
0.4 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | 0.8 | 1.0 |
|
Espesor de pared fabricable |
1 0.15 0.25 | 1.5 0.15 0.25 | 2 0.15 0.25 | 2.5 0.15 0.25 | 3 0.15 0.25 | 3.5 0.15 0.25 | 4 0.15 0.25 | 5 0.15 0.25 |
|
Espesor de pared fabricado |
1 -0.25 | 1.5 -0.03 | 2 -0.035 | 2.5 -0.04 | 3 -0.04 | 3.5 -0.05 | 4 -0.055 | 5 -0.06 |



Rodamiento autolubricante de base de acero inoxidable tipo HZ1S, resistente a la corrosión

Rodamiento autolubricante de base de acero con brida enrollada tipo HZ1F
 tipo HZ1D")
Rodamiento autolubricante de base de acero con relleno inorgánico (rojo) tipo HZ1D
 tipo HZ1E")
Rodamiento autolubricante de base de acero con relleno inorgánico (blanco) tipo HZ1E




Le responderemos en un plazo de 12 horas laborables.
Huazhou se especializa en la investigación, el desarrollo, la producción, la venta y el servicio técnico de rodamientos autolubricantes, siendo una de las grandes empresas integrales.
Huazhou cuenta con equipos y personal de I+D de alta gama y cuenta con más de 200 equipos de diversos tamaños, incluyendo máquinas bobinadoras, punzonadoras y máquinas totalmente automáticas. Máquinas biseladoras, bobinadoras totalmente automáticas, líneas de sinterización de materia prima, etc. Además, está equipada con miles de juegos de herramientas de rectificado, y la eficiencia de producción de sus productos ha alcanzado un nuevo hito. Las muestras se producen en 3 días, con una producción diaria de 500.000 piezas y una producción anual de cientos de millones de piezas.
Introducción de más de 260 equipos especiales, equipados con decenas de miles de moldes, más de 150 profesionales y 30 líneas de producción automáticas.
Nuestros productos se venden en varias provincias de China y son ampliamente utilizados en diversas industrias de maquinaria, como Volkswagen, BYD, etc., y cumplen con los estándares internacionales. Exportamos a Rusia, Malasia, Tasmania, Irak, Rumania y otros 16 países.

Copyright © Zhejiang Huazhou Technology Co., Ltd. Todos los derechos reservados Reservado. Arandela de empuje de agujero de aceite lubricante de 800WC Proveedores
![]()
 English
English русский
русский Español
Español عربى
عربى


